


|

 Die Eindringprüfung (nach ÖN EN ISO 3452-1: Eindringprüfung, allgemeine Grundlagen) ist eine zerstörungsfreie Werkstoffprüfung, bei der die Kapillarkräfte von feinen Oberflächenrissen und Poren genutzt werden, um diese sichtbar zu machen. Unterschieden wird hierbei zwischen der Farbeindringprüfung und der fluoreszierenden Eindringprüfung
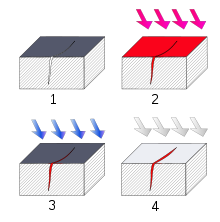
Die Eindringprüfung (nach ÖN EN ISO 3452-1: Eindringprüfung, allgemeine Grundlagen) ist eine zerstörungsfreie Werkstoffprüfung, bei der die Kapillarkräfte von feinen Oberflächenrissen und Poren genutzt werden, um diese sichtbar zu machen. Unterschieden wird hierbei zwischen der Farbeindringprüfung und der fluoreszierenden Eindringprüfung  Hierzu wird die Oberfläche des zu prüfenden Bauteils von Fett- und Ölrückständen befreit und anschließend ein Eindringmittel aufgebracht. Dies kann durch Auftragen mit einem Pinsel, durch Tauchen in einem Bad oder, an gut belüfteten Orten, durch Aufsprühen erfolgen (alle genannten Aufbringmethoden nennt man auch "Zwangsbenetzung"). Das Kriechvermögen des Eindringmittels ist hoch, nutzt die Kapillarwirkung von feinsten Materialtrennungen und es hat einen starken Farbkontrast zum Entwickler.
Hierzu wird die Oberfläche des zu prüfenden Bauteils von Fett- und Ölrückständen befreit und anschließend ein Eindringmittel aufgebracht. Dies kann durch Auftragen mit einem Pinsel, durch Tauchen in einem Bad oder, an gut belüfteten Orten, durch Aufsprühen erfolgen (alle genannten Aufbringmethoden nennt man auch "Zwangsbenetzung"). Das Kriechvermögen des Eindringmittels ist hoch, nutzt die Kapillarwirkung von feinsten Materialtrennungen und es hat einen starken Farbkontrast zum Entwickler. 




DIN 25435-2, Wiederkehrende Prüfungen der Komponenten des Primärkreises von Leichtwasserreaktoren - Teil 2: Magnetpulver- und Eindringprüfung
ÖN EN 571-1, Zerstörungsfreie Prüfung - Eindringprüfung - Teil 1: Allgemeine Grundlagen
ÖN EN 1371-1, Gießereiwesen - Eindringprüfung - Teil 1: Sand-, Schwerkraftkokillen- und Niederdruckkokillengußstücke
ÖN EN 1371-2, Gießereiwesen - Eindringprüfung - Teil 2: Feingußstücke
ÖN EN 2002-16, Luft- und Raumfahrt - Metallische Werkstoffe; Prüfverfahren - Teil 16: Zertörungsfreie Prüfung, Eindringprüfung
ÖN EN 10228-2, Zerstörungsfreie Prüfung von Schmiedestücken aus Stahl - Teil 2: Eindringprüfung DIN EN 10246-11, Zerstörungsfreie Prüfung von Stahlrohren - Teil 11: Eindringprüfung nahtloser und geschweißter Stahlrohre zum Nachweis von Oberflächenfehlern
ÖN EN ISO 3059, Zerstörungsfreie Prüfung - Eindringprüfung und Magnetpulverprüfung - Betrachtungsbedingungen
ÖN EN ISO 3452-2, Zerstörungsfreie Prüfung - Eindringprüfung - Teil 2: Prüfung von Eindringprüfmitteln
ÖN EN ISO 3452-3, Zerstörungsfreie Prüfung - Eindringprüfung - Teil 3: Kontrollkörper
ÖN EN ISO 3452-4, Zerstörungsfreie Prüfung - Eindringprüfung - Teil 4: Geräte
ÖN EN ISO 3452-5, Zerstörungsfreie Prüfung - Eindringprüfung - Teil 5: Eindringprüfung bei Temperaturen über 50 °C
ÖN EN ISO 3452-6, Zerstörungsfreie Prüfung - Eindringprüfung - Teil 6: Eindringprüfung bei Temperaturen unter 10 °C
ÖN EN ISO 12706, Zerstörungsfreie Prüfung - Eindringprüfung - Begriffe
ÖN EN ISO 23277, Zerstörungsfreie Prüfung von Schweißverbindungen - Eindringprüfung von Schweißverbindungen - Zulässigkeitsgrenzen
ASTM E 165, Standard Practice for Liquid Penetrant Examination for General Industry
ASTM E 1417, Standard Practice for Liquid Penetrant Testing
|
|
|
4031 Linz E-Mail: office@csw-gmbh.at
|


HOME | LEISTUNGEN | ZERTIFIKATE | ÜBER UNS | KONTAKT